
ガンドリル加工とは?about Gun drill machining
1.ガンドリル加工

ガンドリル加工とは、NCガンドリルマシンを使用し、プレート側面の深穴を加工することを言います。
主に金型・設備用プレート向けの加工実績が多く、専用ドリルの工具径のバリエージョンを広く取り揃えております。
加工のご依頼は、単品加工から追加工まで幅広く対応でき、短納期にも備えた体制になっております。
加工用途:金型・設備プレート向け 冷却穴・ヒーター穴・センサー穴
2.ガンドリル加工の特徴
 深穴でも曲りが少ない
深穴でも曲りが少ない- ガンドリル加工は、機械に装着したドリルブッシュの内径を案内にして、プレート端面から穴を空けていき、加工した穴を案内にノンステップで穴加工を行うため、深穴加工でも曲りが非常に少ないのが特徴です。
加工実績では、φ10の刃物で600mmの深さを片側通し加工しても、入口から出口のズレが約1mm以下ほどに収まります。
 加工時間が短い
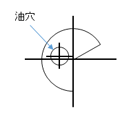
加工時間が短い- ガンドリルのドリル形状が左記の図のような形状をしており、切粉が一定の長さで切断され、高圧の切削油で連続排除されるので、ステップ送りの必要がなく、ワンステップで加工されるため、加工時間が短くなります。
4.加工領域・工具径一覧
| 加工 | 工程 | 穴径(φ) | 最大加工範囲 |
|---|---|---|---|
| ガンドリル | 深穴 | 3~25 | X軸±270×Y軸240×Z軸1000 |
| φ | 3.0 | 3.2 | 3.3 | 3.4 | ||
|---|---|---|---|---|---|---|
| φ | 4.0 | 4.2 | 4.9 | |||
| φ | 5.0 | 5.1 | 5.2 | 5.3 | 5.5 | |
| φ | 6.0 | 6.1 | 6.2 | 6.3 | 6.6 | |
| φ | 7.0 | |||||
| φ | 8.0 | 8.035 | 8.1 | 8.2 | 8.3 | 8.5 |
| φ | 9.0 | 9.5 | 9.6 | |||
| φ | 10.0 | 10.035 | 10.1 | 10.2 | 10.3 | |
| φ | 11.0 | 11.2 | 11.5 | |||
| φ | 12.0 | 12.1 | 12.2 | 12.3 | 12.5 | 12.8 |
| φ | 13.0 | 13.2 | ||||
| φ | 14.1 | 14.3 | 14.5 | |||
| φ | 15.0 | 15.2 | 15.3 | |||
| φ | 16.1 | 16.4 | ||||
| φ | 17.0 | |||||
| φ | 18.0 | |||||
| φ | 19.0 | |||||
| φ | 20.3 | |||||
| φ | 22.0 | |||||
| φ | 24.0 | |||||
| φ | 25.2 |